服务创造价值、存在造就未来
海默数控单端面磨床概述:海默HMP-208数控单端面磨床主要实现对工件端面的精···
一、轴承滚套内圆磨床概述:沈阳海默数控内圆磨床在轴承加工行业应用比较广···
一.齿轮内圆磨床应用前景:齿轮是通过啮合传递运动和动力的机械元件,齿轮的···
一、空调压缩机缸盖内圆磨床概述:空调是我们大家都熟悉的加工电器产品,而···
一、空调压缩机活塞内圆磨床概述:在生产空调压缩机零部件的行业一般采用日···
一、空调压缩机气缸内圆磨床概述:空调是我们大家都熟悉的加工电器产品,而···
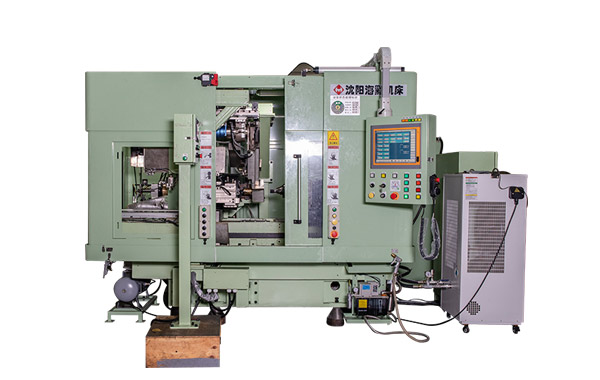
海默卧式数控内圆磨床概述:卧式数控内圆磨床是由沈阳海默数控机床有限公司···
沈阳海默高精度进口内圆磨床概述:沈阳海默数控机床有限公司一直致力于高精···







 售前咨询专员
售前咨询专员
